








































_副本-300x300.jpg)



















































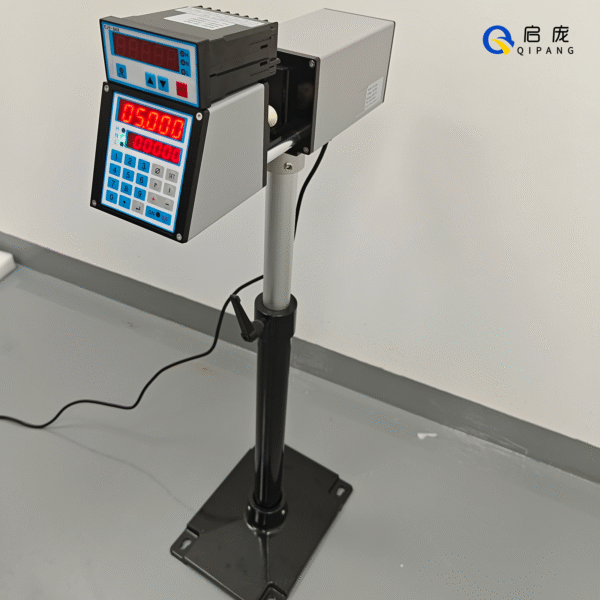
Лазерный измеритель диаметра 15XY использует двухмерный режим измерения, и двухмерный лазерный измеритель диаметра измеряет значение диаметра обрабатываемой детали в двух направлениях. Его структура компактна, и он имеет ту же функцию работы и выходной интерфейс. Он состоит из лазерной измерительной головки, панели управления и пульта дистанционного управления, и может быть расширен для подключения удаленных дисплеев различных размеров, как показано на следующем рисунке.
| Модель | Количество осей | Разрешение | Диапазон измерения | Точность измерения | Потребляемая мощность |
|---|---|---|---|---|---|
| 3X | Одиночка | 0,0001um | 0,05-3 мм | ±0,5 мкм | ≤10W |
| 25X | Одиночка | 0,001 мм | 0,1-25 мм | ±1 мкм | ≤10W |
| 40X | Одиночка | 0,001 мм | 1-40 мм | ±1 мкм | ≤10W |
| 50X | Одиночка | 0,001 мм | 1-50 мм | ±3 мкм | ≤10W |
| 70X | Одиночка | 0,01 мм | 1-0 мм | ±10 мкм | ≤10W |
| 100X | Одиночка | 0,01 мм | 1-100 мм | ±10 мкм | ≤10W |
| 15XY | Двойной | 0,001 мм | 0,1-15 мм | ±1 мкм | ≤10W |
| 25XY | Двойной | 0,001 мм | 0,1-25 мм | ±1 мкм | ≤10W |
| 50XY | Двойной | 0,001 мм | 1-50 мм | ±3 мкм | ≤10W |
| 70XY | Двойной | 0,01 мм | 1-70мм | ±10 мкм | ≤10W |
| 100XY | Двойной | 0,01 мм | 1-100 мм | ±10 мкм | ≤10W |
| 150XY | Двойной | 0,01 мм | 1-150 мм | ±10 мкм | ≤10W |
Диаметр лазера Применяемое преимущество
1. Преодоление ограничений “слепого тестирования”: Достижение истинного полного контроля 100%
Измерения проводятся одновременно во время производства на экструзионной линии, охватывая 100% всего рулона расходных материалов. Любое резкое изменение или постепенный переход диаметра точно определяется, предотвращая попадание бракованной продукции на рынок.
2. Чрезвычайно высокая точность и разрешение
Точность измерений диаметра обычно находится в диапазоне от ±0,001 мм до ±0,003 мм с разрешением 0,0001 мм. Такой точности на микронном уровне ручным инструментам достичь совершенно невозможно.
3.Связанные экструдеры для совместного использования
Измеритель диаметра может быть напрямую подключен к ПЛК экструдера или частотному преобразователю тяговой машины через коммуникационные протоколы (RS485/Modbus). Если датчик обнаруживает слишком большой диаметр, он автоматически настраивается и увеличивает скорость тяги; если он обнаруживает слишком маленький диаметр, он автоматически уменьшает скорость тяги.
4. “Бесконтактное” измерение защищает расходные материалы и оборудование.
При использовании лазерного сканирования расходные материалы не должны соприкасаться с какими-либо механическими деталями. Это предотвращает появление царапин на поверхности расходного материала (защищая его блеск) и не влияет на результаты измерений из-за напряжения или трения.